Problem of burnt spots on the injected part.
Possible causes may be:.
- Plugged gas leaks.
- Injection speed too high.
- Material temperature too high.
The solutions:
- Clean gas leaks.
- Reduce injection speed.
- Reduction of the temperature of the material.
Problem of spontaneous burrs in the fitting areas.
Possible causes may be:.
- Foreign body in the partition line.
- Over-injection of the part.
- Material temperature too high.
- The machine does not have sufficient clamping force to compensate for the injection pressure.
- Control of mould cooling temperatures.
The solutions:
- Check the fitting areas for foreign matter or plastic residue from previous injection mouldings.
- Verification of partition surfaces to check for possible damage.
- Review of the injection process: speeds, temperatures, load and pressures.
- Regulation of the closing force of the machine.
- Check the cooling of the mould.
Continuous burrs in the adjustment areas.
Possible causes may be:.
- Wear of the adjustment areas.
- Foreign bodies or plastic debris deposited in the seals.
- Machine chucks out of adjustment.
- Misadjusted injection parameters: speeds, load and pressures.
- Material temperature too high.
- The solutions:
The solutions:
- Repair the fasteners and readjust the injection mould.
- Remove foreign bodies or plastic debris in the sealing area.
- Replacement or readjustment of locking plates.
- Review of the injection process: speeds, temperatures, load and pressures.
- Regulation of the closing force of the machine.
- Check the cooling of the mould.

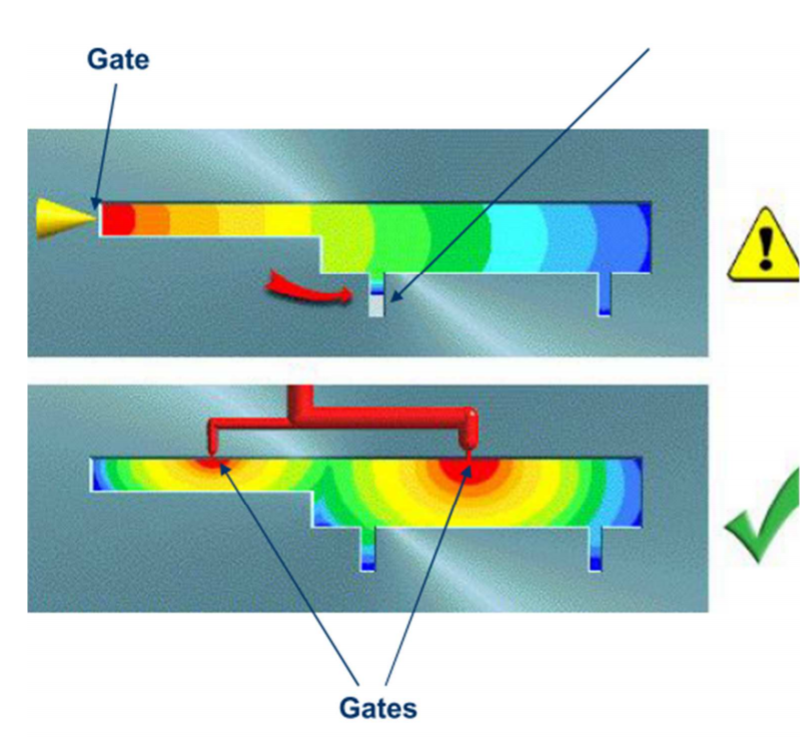
Joining line in an undesired location.
Possible causes may be:.
- Temperature of plastic too low.
- The material entries section is different.
- Clogged injection points.
- Non-uniform heating of the hot chamber.
- Nozzles at different temperatures.
- Inequality of outgassing due to leakage.
- Lack of uniformity in cooling.
The solutions:
- Verification of injection temperatures.
- Check the condition of the injection nozzles.
- Check the operation of the shutters.
- Check the hot block resistors.
- Check for gas leaks.
- Check Mould cooling.