In a conventional plastic injection mould, the feed channels leading from the nozzle and sprue to the moulding cavities are filled with molten polymer at the end of each plastic injection stage. This polymer cools at the same time as the moulded parts and is removed with them from the mould, often attached to the parts themselves, requiring a subsequent operation to separate them and another operation to grind these offcuts so that they can be reused in another cycle.
In plastic injection moulding, there are various injection moulding systems. It is important to know what they are, when to use them, their advantages and disadvantages.
PLASTIC INJECTION MOULDING SYSTEMS
- Direct injection
- Underwater injection
- Third plate injection
Hot channel system

Hot runner moulding is carried out with a type of injection mould that includes in its design a system that maintains the feed channels at a higher temperature than the moulding cavities. In this way, the polymer that occupies the feed channels always remains in a molten state and ready for the next injection. The main purpose of using hot runners is to eliminate the cavity feed system from the injection mould and thus avoid the formation of «cut-outs» and the need for a finishing operation on the moulded parts and regrinding of the material for reuse.
Some of the advantages of this type of injection moulds are:
• Elimination of cutbacks.
• Faster moulding cycles possible as the feed channel system does not solidify.
The disadvantages include:
• The mould is more complex than the conventional mould and therefore more expensive.
• Many areas where material can become trapped, this leads to problems during colour or material type changes due to the difficulty of removing all the previous material.
Chamber with valve.

The chamber injection system with valve allows sequential opening and improved filling, eliminates gas traps, conceals the flow junction lines and allows the mould to be opened during loading.
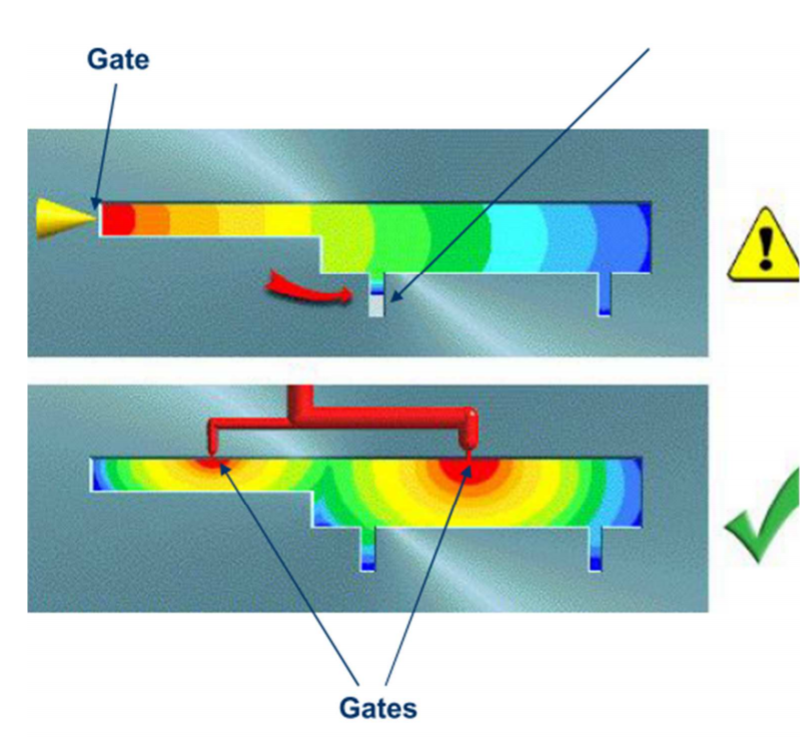
Injection Moulds with balanced or compensated flows.
The quality and final properties of the moulded parts are highly dependent on the physical conditions of the polymer filling the cavity. Therefore, in moulds with multiple cavities it is required that all cavities start filling at the same time and finish at the same time. This can be achieved by having the material always take the same path to fill all the cavities, known as balanced flow, but has the disadvantages that a considerable amount of material is lost in the trimmings and that the mould must be quite large. Therefore, the feed channels can be branched in a balanced way to accommodate 2n cavities.
Another possibility is to modify the diameter and length of the inlet to the cavities to compensate for the different pressure drops due to the flow of the material, known as compensated flow. With compensated flow, the cavities are arranged as close together as possible and the channels are as short as possible.