problème de points de brûlure sur la partie injectée.
Les causes possibles peuvent être :
- – Fuites de gaz bouchées.
- – Vitesse d’injection trop élevée.
- – La température du matériau est trop élevée.
Solutions :
- – Nettoyer les fuites de gaz.
- – Réduire la vitesse d’injection.
- – Réduire la température du matériau.
Problème de bavures spontanées dans les zones de montage.
Les causes possibles peuvent être :
- – Corps étranger dans le plan de joint.
- – Sur injection de la pièce.
- – La température du matériau est trop élevée.
- – La machine n’a pas une force de fermeture suffisante pour compenser la pression d’injection.
- – Contrôle de la température de refroidissement du moule
Solutions :
- – Le contrôle des zones de réglage permet de vérifier qu’aucun élément étranger n’a été introduit ou qu’il n’y a pas de résidus de plastique provenant d’injections précédentes.
- – Vérification des surfaces de la cloison pour détecter d’éventuels dommages.
- – Vérifiez le processus d’injection : vitesses, températures, charge et pressions.
- – Régulation de la force de fermeture de la machine.
- – Vérifier le refroidissement du moule.
Des bavures continues dans les zones de réglage.
Les causes possibles peuvent être :
- – Usure des zones d’ajustement.
- – Corps étrangers ou résidus de plastique déposés sur les joints.
- – Mandrins de machine déréglés.
- – Paramètres d’injection déréglés : vitesses, charge et pressions.
- – La température du matériau est trop élevée.
- – Les solutions :
Solutions :
- – Réparez les joints et réajustez le moule d’injection.
- – Retirez les corps étrangers ou les débris de plastique dans la zone de serrage.
- – Réparez les joints et réajustez le moule d’injection.
- – Revue du processus d’injection : vitesses, températures, charges et pressions.
- – Régulation de la force de fermeture de la machine.
- – Vérifier le refroidissement du moule.

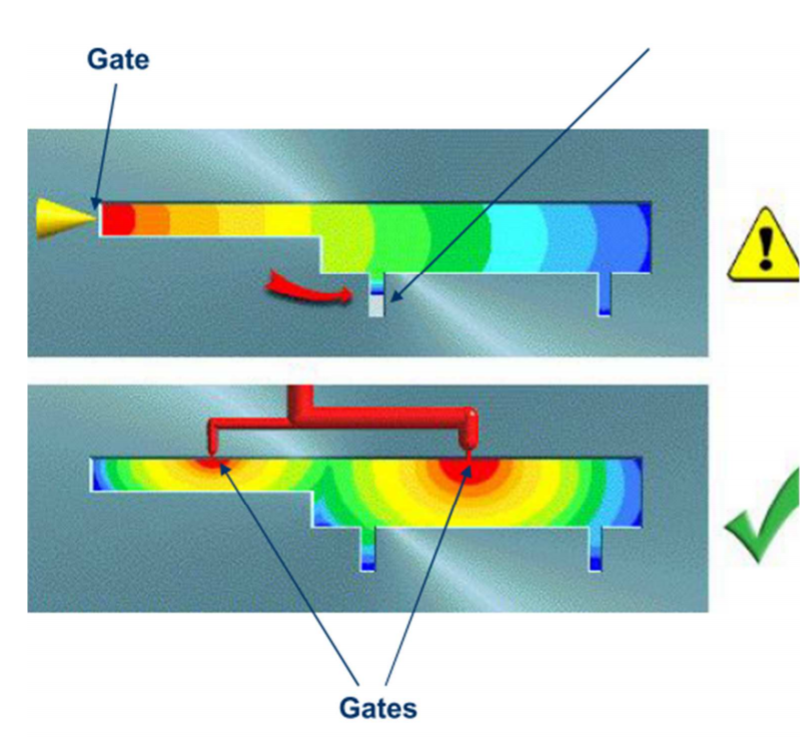
Ligne de liaison dans un endroit non désiré.
Les causes possibles peuvent être :
- – Température du plastique trop basse.
- – La section des entrées de matériaux est différente.
- – Points d’injection obstrués.
- – Chauffage non uniforme du canal chaud.
- – Buses à différentes températures.
- – Inégalité de l’évacuation des gaz en raison de fuites.
- – Manque d’uniformité dans le refroidissement.
Solutions :
- – Vérification des températures d’injection.
- – Vérifiez l’état des buses d’injection.
- – Vérifiez le fonctionnement des obturateurs.
- – Vérifiez les résistances des blocs chauds.
- – Vérifiez les fuites de gaz.
- – Vérifiez le refroidissement du moule.