Problem der verbrannten Stellen auf dem eingespritzten Teil.
Die möglichen Ursachen können sein:.
- Verstopfte Gaslecks.
- Einspritzgeschwindigkeit zu hoch.
- Materialtemperatur zu hoch.
Die Lösungen:
- Reinigen Sie Gaslecks.
- Reduzieren Sie die Einspritzgeschwindigkeit.
- Senkung der Temperatur des Materials.
Problem der spontanen Gratbildung in den Einstellbereichen..
Die möglichen Ursachen können sein:.
- Fremdkörper in der Trennfuge.
- Überspritzen des Teils.
- Materialtemperatur zu hoch.
- Die Maschine hat nicht genügend Schließkraft, um den Einspritzdruck zu kompensieren.
- Regelung der Werkzeugkühltemperaturen.
Die Lösungen:
- Kontrolle der Verstellbereiche, ob ein Fremdkörper eingebracht wurde oder ob Kunststoffreste von früheren Injektionen vorhanden sind.
- Überprüfung der Trennwandoberflächen auf mögliche Schäden.
- Überprüfung des Einspritzvorgangs: Geschwindigkeiten, Temperaturen, Belastung und Drücke.
- Regulierung der Schließkraft der Maschine.
- Überprüfen Sie die Abkühlung der Form.
Kontinuierliche Grate in den Einstellbereichen. Kontinuierliche Grate in den Einstellbereichen.
Die möglichen Ursachen können sein:.
- Abnutzung der Einstellbereiche.
- Fremdkörper oder Kunststoffreste, die sich in den Dichtungen ablagern.
- Maschinenfutter nicht richtig eingestellt.
- Falsch eingestellte Einspritzparameter: Geschwindigkeiten, Last und Drücke.
- Materialtemperatur zu hoch.
- Die Lösungen:
Die Lösungen:
- Reparieren Sie die Dichtungen und justieren Sie die Spritzgussform neu.
- Entfernen Sie eventuelle Fremdkörper oder Kunststoffreste im Dichtungsbereich.
- Austausch oder Nachjustierung der Sicherungsbleche.
- Überprüfung des Einspritzvorgangs: Geschwindigkeiten, Temperaturen, Belastung und Drücke.
- Regulierung der Schließkraft der Maschine.
- Überprüfen Sie die Abkühlung der Form.

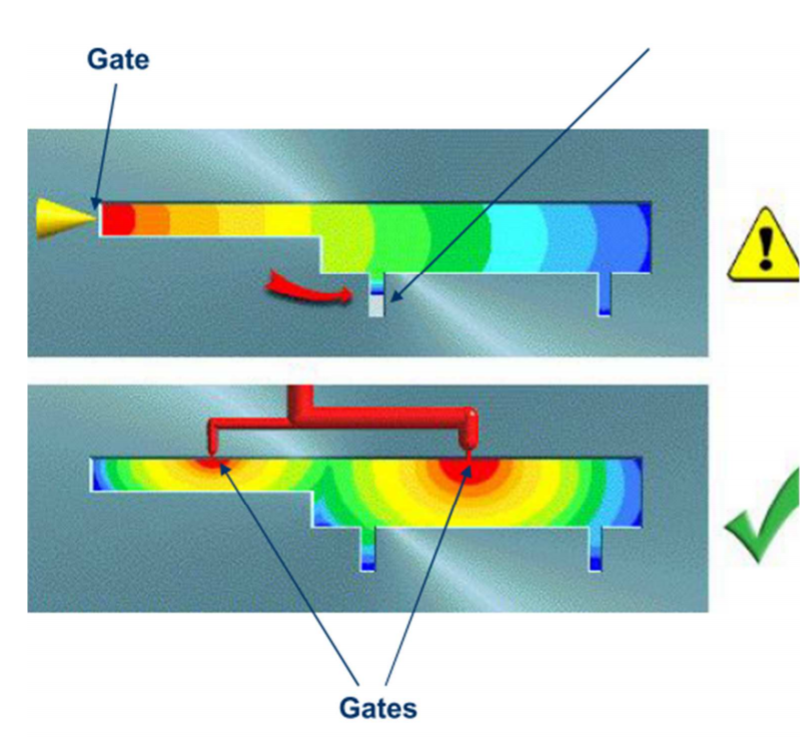
Verbindungsleitung an einer unerwünschten Stelle.
Die möglichen Ursachen können sein:.
- Kunststofftemperatur zu niedrig.
- Der Abschnitt für Materialeingänge ist anders.
- Verstopfte Einspritzpunkte.
- Ungleichmäßige Erwärmung des Heißkanals.
- Düsen bei unterschiedlichen Temperaturen.
- Ungleichmäßiger Gasaustritt aufgrund von Lecks.
- Mangelnde Gleichmäßigkeit bei der Kühlung.
Die Lösungen:
- Verifizierung der Einspritztemperaturen.
- Überprüfen Sie den Zustand der Einspritzdüsen.
- Überprüfen Sie die Funktion der Rollläden.
- Überprüfen Sie die Heißblockwiderstände.
- Prüfen Sie auf Gaslecks.
- Prüfen Sie die Formkühlung.