In einem konventionellen Kunststoff-Spritzgießwerkzeug werden die Zuführungskanäle, die von der Düse und dem Anguss zu den Formkavitäten führen, am Ende jeder Kunststoffspritzstufe mit geschmolzenem Polymer gefüllt. Dieses Polymer kühlt gleichzeitig mit den Formteilen ab und wird zusammen mit diesen aus der Form entfernt, wobei es oft an den Teilen selbst haftet, so dass ein weiterer Arbeitsgang erforderlich ist, um sie zu trennen und einen weiteren Arbeitsgang, um diese Abfälle zu schleifen, damit sie in einem weiteren Zyklus wiederverwendet werden können.
Beim Kunststoffspritzguss gibt es verschiedene Spritzgießsysteme. Es ist wichtig zu wissen, was sie sind, wann man sie einsetzt und welche Vor- und Nachteile sie haben.
KUNSTSTOFF-SPRITZGIESSSYSTEME
- Direkteinspritzung
- Unterwasser-Injektion
- Dritte Platteneinspritzung
Heißkanalsystem

Das Heißkanalspritzgießen wird mit einem Spritzgießwerkzeug durchgeführt, das ein System enthält, das die Zuführungskanäle auf einer höheren Temperatur hält als die Formkavitäten. Auf diese Weise bleibt das Polymer in den Zufuhrkanälen immer in geschmolzenem Zustand und ist für die nächste Injektion bereit. Der Hauptzweck des Einsatzes von Heißkanälen besteht darin, das System der Kavitätenzufuhr aus der Spritzgießform zu eliminieren und so die Bildung von «Ausschnitten» sowie die Notwendigkeit einer Nachbearbeitung der Formteile und des Nachschleifens des Materials für die Wiederverwendung zu vermeiden.
Einige der Vorteile dieser Art von Spritzgießwerkzeugen sind:
• Abschaffung der Kürzungen.
• Schnellere Formgebungszyklen möglich, da das Zufuhrkanalsystem nicht erstarrt.
Zu den Nachteilen gehören:
• Die Form ist komplexer als die herkömmliche Form und daher teurer.
• Es gibt viele Bereiche, in denen sich Material festsetzen kann, was bei Farb- oder Materialwechseln zu Problemen führt, da sich das gesamte vorherige Material nur schwer entfernen lässt.
Ventilkammer

Das Kammerspritzsystem mit Ventil ermöglicht ein sequenzielles Öffnen und eine verbesserte Befüllung, eliminiert Gasfallen, verdeckt die Fließverbindungsleitungen und ermöglicht das Öffnen der Form während der Beladung.
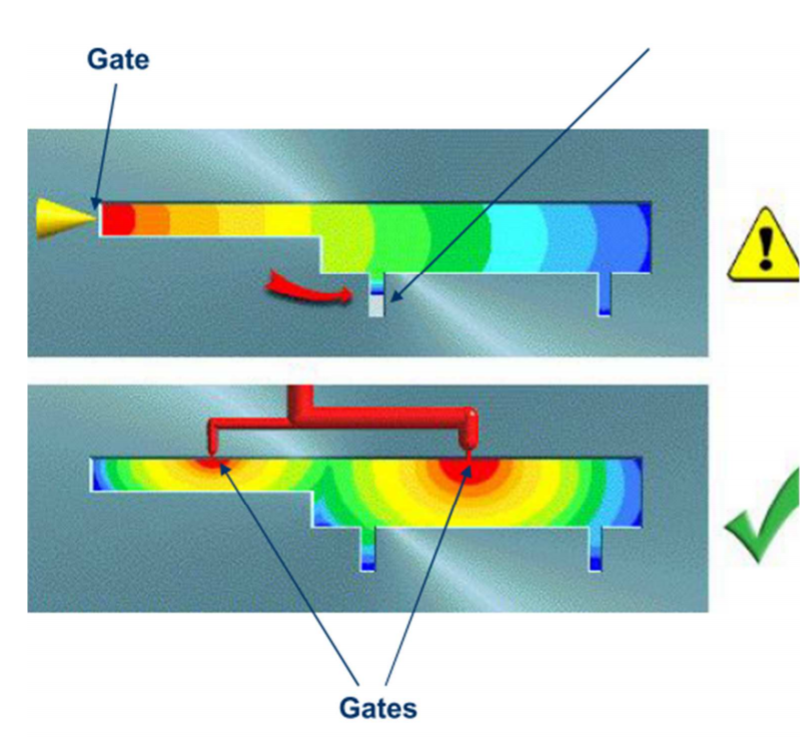
Spritzgießwerkzeuge mit ausgeglichenem oder kompensiertem Durchfluss
Die Qualität und die endgültigen Eigenschaften der Formteile hängen in hohem Maße von den physikalischen Bedingungen des Polymers ab, das den Hohlraum ausfüllt. Daher ist es bei Formen mit mehreren Kavitäten erforderlich, dass alle Kavitäten zur gleichen Zeit mit dem Füllen beginnen und zur gleichen Zeit enden. Dies kann dadurch erreicht werden, dass das Material immer den gleichen Weg nimmt, um alle Hohlräume zu füllen, was als gleichmäßiges Fließen bekannt ist, aber den Nachteil hat, dass eine beträchtliche Menge an Material im Beschnitt verloren geht und dass die Form recht groß sein muss. Daher können die Zuführungskanäle in ausgewogener Weise verzweigt werden, um 2n Hohlräume unterzubringen.
Eine weitere Möglichkeit besteht darin, den Durchmesser und die Länge des Einlasses zu den Hohlräumen zu verändern, um die unterschiedlichen Druckverluste aufgrund des Materialflusses auszugleichen (kompensierter Fluss). Bei der kompensierten Strömung sind die Kavitäten so eng wie möglich angeordnet und die Kanäle so kurz wie möglich.